
Услуги неразрушающего контроля
неразрушающий контроль
Наша компания предоставляет услуги по применению НК имея в наличии необходимое оборудование и опыт в исследовании.
Неразрушающий контроль(НК) — неотъемлемая часть технического контроля в производстве, применяемая для регулирования технологического процесса, управление которым осуществляет отдел технического контроля (ОТК). Результаты полученные после исследования НК, позволяют на раннем этапе обнаружить скрытые дефекты и принять соответствующие меры.

Неразрушающий контроль может быть:
• вихретоковым;
• магнитным;
• проникающими веществами (капиллярный);
• оптическим;
• радиационным (рентгеновским, нейтронным, др.);
• тепловым;
• радиоволновым;
• электрическим.
Неразрушающий контроль (НК) выполняется на стадиях входного, промежуточного (технологического) и сдаточного контроля.
1. Магнитный контроль (МК)
Наиболее популярный метод – магнитопорошковый контроль (МПД). На рабочую поверхность наносят специальный порошок или суспензию в виде мелкодисперсной взвеси магнитных частиц в жидкости. После чего, при помощи электромагнита магнитные частицы оседают вблизи трещин, не проваров и отслоений. Получается индикаторный рисунок который можно рассмотреть невооружённым глазом или при помощи УФ-светильников.
Такой контроль позволяет обнаружить следующие дефекты:
• усталостные, закалочные, шлифовочные, ковочные трещины,
• волосовин,
• неметаллические включения,
• несплавления и других несплошностей.
Этот контроль исключительно индикаторный и не предназначен для установления характера дефектов.
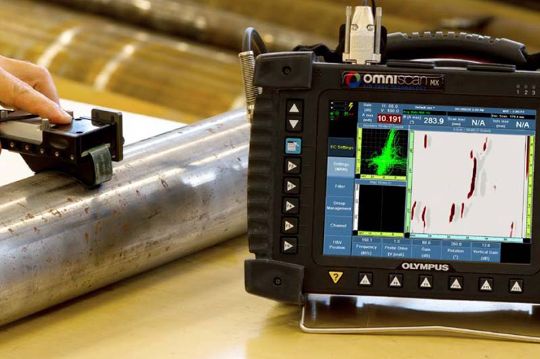
2.Вихретоковый контроль (ВК)
При помощи дефектоскопа создаётся электромагнитное поле, которое возбуждает вихревые токи. Эти токи, в свою очередь, обладают собственным электромагнитным полем, воздействующим на катушки прибора и изменяющим их электродвижущую силу и сопротивление.
Данный метод позволяет обнаружить дефекты:
• микроскопические дефекты,
• измеряет толщину трубного и листового проката,
• определяет качество термообработки,
• выявляет глубину поверхностных трещин и пр.
Вихретоковый метод может применяться для выявления дефектов на малой глубине.
3. Контроль проникающими веществами (ПВК)
Данный метод является одним из самых эффективных методов для выявления сквозных и поверхностных дефектов. Принцип метода состоит в проникновении веществ в месте дефекта и подразделяется на течеИскание и капиллярный контроль. Метод ПВК включает в себя применение специальных индикаторных жидкостей – пенетранта и проявителя. Заполненные пенетрантом трещины, складки, не сплавления окрашиваются в характерный цвет (чаще всего, красный). На белом фоне поверхности они резко выделяются, что позволяет выявлять мельчайшие дефекты. По окончании исследования индикаторного рисунка, поверхность обрабатывают очистителем. Что касается течеИскания, то оно предназначается для поиска сквозных дефектов и объединяет массу методов. Самый популярный из них - вакуумирование (пузырьковый метод).
4. Тепловой контроль(ТК)
Принцип данного вида неразрушающего контроля состоит в том, чтобы зафиксировать инфракрасное излучение (тепловое поле) и преобразовать его в видимый спектр – для последующего анализа
Пример такого подхода – тепловизионная съёмка. Применение тепловизоров, пирометров и прочих приборов для термографических обследований позволяет оценивать качество теплоизоляции, зданий и сооружений, проводить строительную экспертизу и пр. Термография как вид обследования – эффективный способ проверки промышленных машин и оборудования на предмет наличия перегревающихся узлов. Данным способом можно определить степень их износа и предотвратить вероятность выхода из строя технологических машин.
5. Визуальный и измерительный контроль(ВИК)
ВИК – самый простой метод неразрушающего контроля и один из основных в группе оптических методов. Визуальный осмотр, это базовый этап, предшествующий другим видам диагностики. Металл и сварные соединения проверяются на предмет наличия ржавчины, прожогов, вмятин, заусенцев, наплывов. Ключевые руководящие документы для этого метода – РД 03-606-03 (отменён с 01.01.2021 года, но пока применяется в качестве методического источника) и ГОСТ Р ИСО 16737-2014. Для проведения визуального и измерительного контроля применяется большое количество инструментов – лупы, рулетки, угольники, штангенциркули, линейки и многое другое
По вопросам приобретения, а также для получения консультаций по продукции обращайтесь к нашим специалистам любым удобным для вас способом.

